


- 2024-12-30 16:32 729
- 产品价格:面议
- 发货地址:上海浦东 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:229501693公司编号:8551839
- 乔伟峰 经理 微信 13301689972
- 进入店铺 在线留言 QQ咨询 在线询价
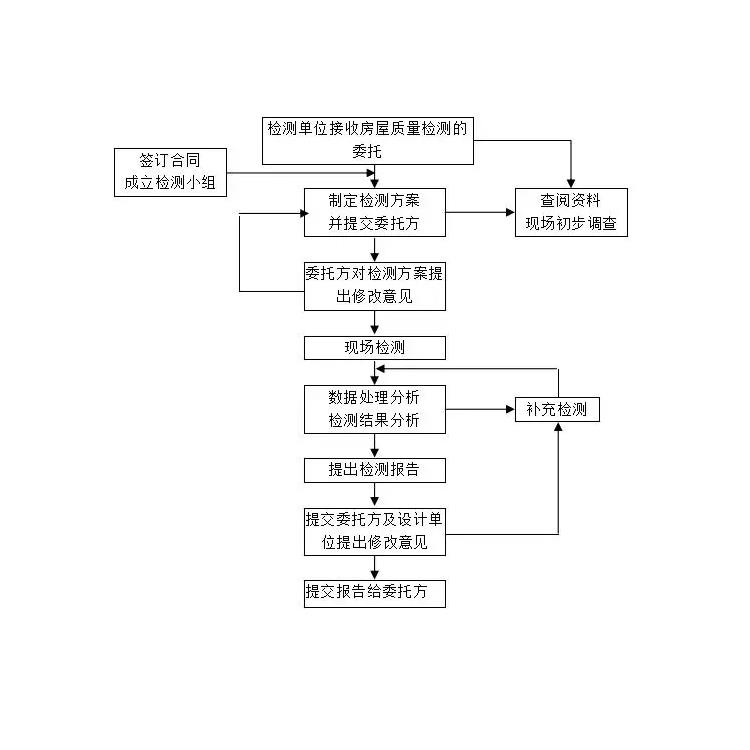
厂房安全排查 河南钢结构安全鉴定步骤 解决方案
- 相关产品:
是否提供设计服务:是材质:钢及合金结构钢特殊用途:抗冲击性好资质类型:工程设计综合资质产品特性:钢结构
射线检测利弊:利:不损伤被检物,方便实用,可达到其他检测手段无法达到的特检测效果,使用面宽,底片长期存档备查,便于分析事故,可以直观的显示缺陷图像等。弊:对人体有甚至一定伤害,对其他敏感物体有不良作用,对环境有辐射污染;显影定影液回收困难,直接排放会造成环境污染。钢结构涂料检测:对钢结构表面涂装所用的涂料进行检测。

11、 BS EN 287-1:2004 《Qualification test of welders-Fusion welding-Part 1:Steel》12、 GB/T 5617-2005 《钢的感应淬火或火焰淬火后有效硬化层深度的测定》13、 DL/T 868-2004 《焊接用以评定规程》14、 DL/T 773-2001《火电厂用12CrMoV钢球化评级标准》15、 EN 1320 《Destructive tests on welds in metallic materials-Fracture test》16、 GB.T6417.1-2005/ISO 6520-1:1998《金属熔化焊接头缺欠分类及说明》17、 GB/T13320-91《钢质模锻件金相组织评级图及评定方法》18、 GB/T3098.1-2000/ISO 898-1:1999《紧固件机械性能螺栓、螺钉和螺柱》19、 GB/T 1172-1999《黑色金属硬度及强度换算值》20、 GB/T11354-2005 《钢铁零件 渗氮层深度测定和金相组织检验》21、 GB/T 2654-2008/ISO 9015-1:2001 《焊接接头硬度试验方法》22、 ISO 5817:2003 《焊接-钢、镍、钛及其合金的熔化焊接头(高能束焊接头除外)-缺欠质量分级》23、 BS EN 1043.1:1996 《Destructive tests on welds in metallic materials.Hardness testing》24、 GB/T 19869.1-2005/ISO 15614-1:2004《钢、镍及镍合金的焊接工艺评定试验》25、 JGJ81-2002 《建筑钢结构焊接技术规程》26、 GB/T 10561-2005 /ISO 4967:1998 《钢中非金属夹杂物含量的测定标注评级图显微检验法》27、 DL/T 674-1999 《火电厂用20号钢珠光体球化评级标准》28、 GB/T 9450-2005 《钢件渗碳淬火硬化层深度的测定和校核》29、 GB/T 9451-2005 《钢件薄表面总硬化层深度或有效硬化层深度的测定》30、 GB/T 6394-2002 《金属平均晶粒度测定方法》31、 GB/T 231.1-2002/ISO 6506-1:1999 《金属布氏硬度试验 第1部分:试验方法》32、 GB/T 17394-1998 《金属里氏硬度试验方法》33、 4708 -2000 《钢制压力容器焊接工艺评定》34、 GB/T 4340.1-1999/ISO 6507-1:1999 《金属维氏硬度试验第1部分:试验方法》35、 GB/T 224-87《钢的脱碳层深度测定法》36、 GB/T 226-91 《钢的低倍组织及缺陷酸蚀检验法》37、 GB/T6401-86 《铁素体奥氏体型双相不锈钢中α相面积含量金相测定法》38、 GB/T 7216-87 《灰铸铁金相》39、 GB/T 9441-88 《球墨铸铁金相检验》40、 GB/T 13298-1991 《钢的显微组织检验方法》41、 GB/T 13299-1991《钢的显微组织评定方法》42、 GB/T 13302-91 《钢中石墨碳显维评定方法》43、 GB/T 13305-91 《奥氏体不锈钢中α相面积含量金相检验测定法》44、 GB/T 1979-2001 《结构钢低倍缺陷评级图》45、 /T 5074-1991 《低、中碳钢球化体评级》

钢结构化学成分检验:对钢结构所使用的钢材进行化学成分分析。

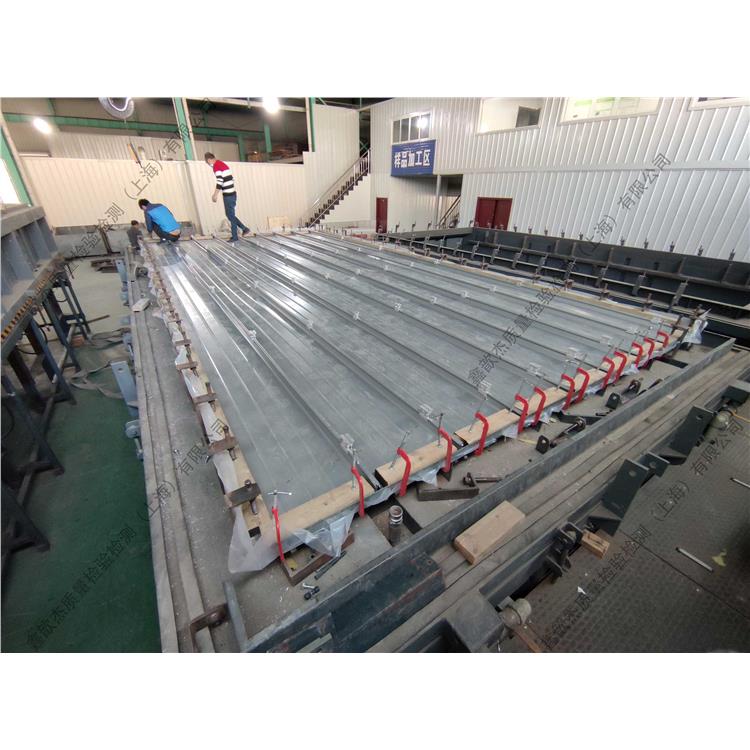
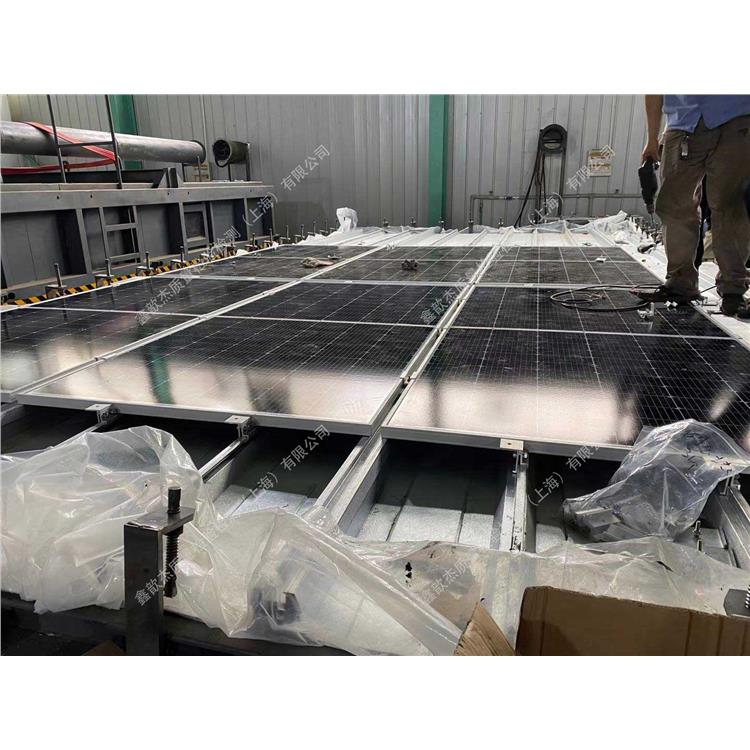
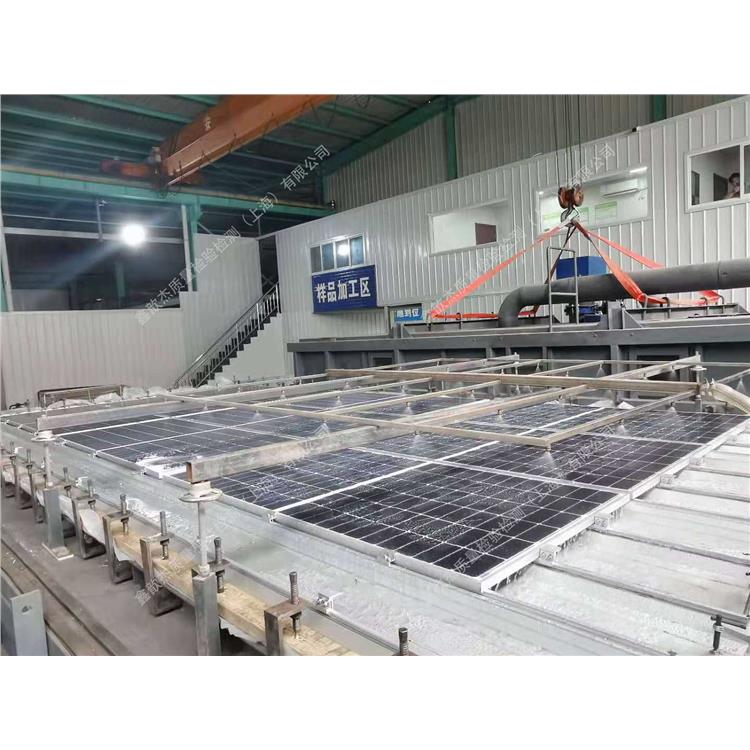
钢结构应力测试:对钢结构安装以及卸载过程中关键部位的应力变化进行测试与。钢结构安装按四条原则分别选用不同的质量等级,一共有三个等级。四条原则如下:1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。2 不需要汁算疲劳的构件中,凡要求与母材等强的对接焊缝应护焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。3 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。4 不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为。对应的是《钢结构工程施工质量验收规范》和《JGJ 81-2002建筑钢结构焊接技术规程》中所要求的焊缝要达到的质量要求(包括外观和无损探伤等)。
钢结构检测成套技术:以上各项,包括钢结构力学性能检测(拉伸、弯曲、冲击、硬度)、钢结构紧固件力学性能检测(抗滑移系数、轴力)、钢结构金相检测分析(显微组织分析、显微硬度测试)、钢结构化学成分分析、钢结构无损检测、钢结构应力测试和、涂料检测、盐雾试验等成套检测技术的集成称之为钢结构检测技术。








{kind=link}